Stainless Steel Mig Welding Gas Mixture

Gas Mixtures And Welding Processes Welding Process Tig Welding Welding
Mig Welding Gases Choices And Options For Most Metals Gowelding Org

Mig Welding Stainless Steel With C25 Gas Youtube

Stainless Steel Mig Welding Tips Mig Monday Youtube

Mig Wire Types Mig Welder Welding Rod Chart Welders

Tungsten Inert Gas Welding Tungsten Inert Gas Welding Welding Technology Gas Metal Arc Welding

The degree of spatter is dependent upon the composition and flow rate of the shielding gas wire feed speed and the characteristics of the welding power supply.
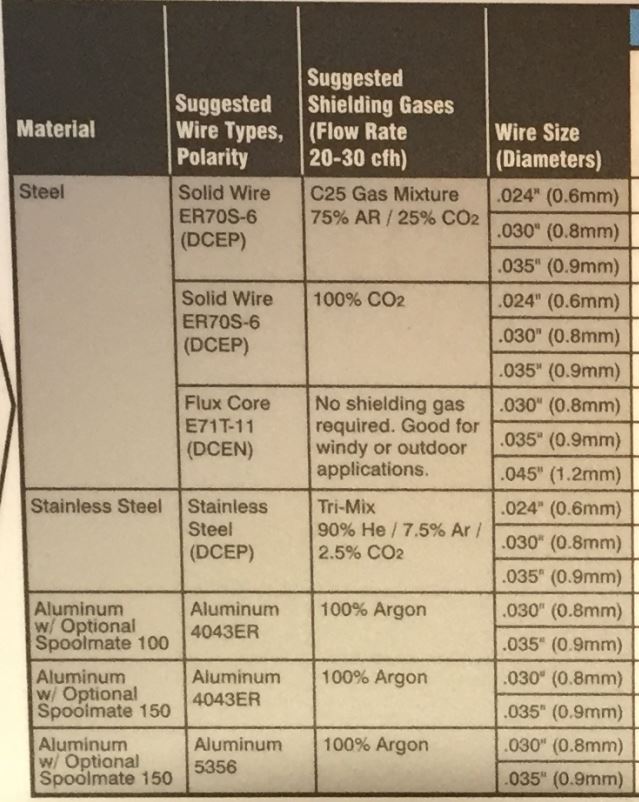
Stainless steel mig welding gas mixture. Carbon steel mig weld done with c25 gas. Mig welding gas for stainless steel welding. If your process involves welding stainless steel you need a gas with significant energy conductivity. Even though most of the welding machine manufacturers have included a table of materials and voltage settings in the machine it is highly important for you to pick the right kind of gas and electrode wire to be used for mig welding stainless steel.
A 1or 2 argon oxygen mixture is recommended for most stainless steel spray arc welding. For most jobs welding stainless steel you ll want to use 030 inch diameter stainless steel welding wire. Welding of stainless steel is typically done with c2 or 2 carbon dioxide and 98 argon. In some cases there is tri mix shielding gas containing 90 helium 7 5 argon and 2 5 carbon dioxide.
You could also fancy a high argon gas 98 for your mig process. Gases such as high helium and argon carbon mixture are ideal. While choosing the shielding gas for mig welding stainless steel welders usually prefer a mixture consisting of argon 98 and co2 2 while some prefer to use the gas mixture of helium 90 argon 7 and co2 2. Welding of stainless steel is typically done with mixture of argon and carbon dioxide gasses that can be as low as 2 carbon dioxide to as high as 25 carbon dioxide.
For mig welding stainless steel a shielding gas mixture that s 90 percent helium 7 5 percent argon and 2 5 percent carbon dioxide is generally ideal. In some cases there is tri mix shielding gas containing 90 helium 7 5 argon and 2 5 carbon dioxide. An undercut is a small groove at the top of a weld bead that was cut into the parent metal due to inconsistent travel speed or high voltage. Alternative gases that you can use are 98 argon and 2 co2 or 98 argon and 2 oxygen mix.
Shielding gases composed purely of inert gas like argon are not well suited for mig welding steel as they frequently result in an undercut and an ugly inconsistent weld mig welding gases n d.

Aluminum Tig Welding Settings Gtaw Welding Aluminum Gtaw Welding

Basic Guide To Flux Cored Arc Welding Welding Table Flux Core Welding Welding

Stack Of Dimes Technique Http Www Profabricationtechniques Com Wp Content Uploads 2011 01 Img 0609 Copy Jpg Diy Welding Mig Welding Welding And Fabrication
Blessed Demonstrated Metal Working Tips Subscribe Welding Projects Mig Welding Welding Table

Welding Table Ideas Weldingtable Welding Table Welding Set Welding

Mig Welder Diagram Google Search Mig Welding Welding Tips Mig Welder

Mig Welding Settings Explained Wire Speed Voltage Chart

What Gas Do You Use With A Mig Welder A Helpful Guide Welders Lab
Mig Welder Settings For Various Metal Thickness S

Gas Metal Arc Welding Gmaw Welding Technology Gas Metal Arc Welding Welding Technology Welding

Mig Welding Guide Learn How To Mig Weld Like A Professional Hot Rod Network Welding And Fabrication Welding Projects Welding Table

Mig Welding With 100 Argon Shielding Gas Welditu
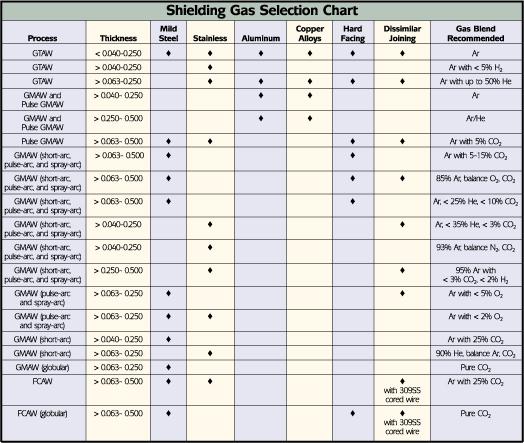
Simplifying Shielding Gas Selection

Steel Alloy Selector Welding Projects Welding Metal Working

How To Set Up A Mig Welder Welder Settings Gasses And Electrodes Gowelding Org

Mig Stick Tig Multi Process Welder Mig 205ds 3 In 1 Welding Machine In 2020 Mig Welder Welding Machine Arc Welding Machine

Miller Mig Welding Tips Intro Welding Welding Tips Welding Projects

Welding The Best Way To Learn Youtube Brazing Welding Table Welding Projects
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsg2da Zrk15nmxoivi7zslbvi9yypx6 4tpbj8ep6azw64twvj Usqp Cau

Tig Welding Tips And Tricks For The Beginner And Pro Welding Tips Welding Tig Welding

Unit 3 Stainless And Tool Steels Ppt Tool Steel Steel Stainless

Miller Mig Welding Tips Intro Welding Wire Welding Projects Welding

Easy To Operate By Simple But Clear Control Display Mig Welder Welding Machine Auto Darkening Welding Helmet

Mig Welding Gas Best Types Guide Tig And Charts Pro Welder Guide

Mig 350 Amp Welding Machine From Hanzo Factory Welding Machine Welding Arc Welders

Mig Welding Stainless Steel Question

Bronze And Stainless Full Size Tungsten Holder With Clip And Special Coin Welding Metal Art Projects Metal Art Diy

Bead Weld Fillet Weld Groove Weld Welding Projects Welding Welding Tips

Stainless Steel Mig Welding Electrode Wire And Gas Choices Gowelding Org

Metal Inert Gas Welding Mig Welding Gas Metal Arc Welding Gmaw Simple Diagram And Animation Video Of Mig Welding Ferramentas

Tig Welding Stainless Steel Walking The Cup And Other Tips Tig Welding Tig Welding Stainless Steel Welding

Mig Gas Mix Information And Selection Take The Salesmanship Out Of Mig Gas Mix Selection Welding Gas Mig Gas Mig Welding Gas

Three Easy Woodshop Projects For Beginners Three Easy Woodshop Projects For Beginners Wood Shop Chart Tool Screws And Bolts

Mig Welding Gas The Best Weldingcrew Net In 2020 Welding Gas Mig Welding Gas Mig Welding

Mig Welding Steel With Pure Argon Youtube

Mig Like Tig Page 7 Welding Metal Welding Welding And Fabrication

Lbl Construction Is A Licensed Metal Service Company Metal Contractor That Provides The Best Metal Services Stainles Mig Welding Metal Working Metal Welding

Guide To Copper Welding See Video Instructions Pictures And Descriptions Of How To Successfully Weld Copper Copper Welding Welding Welding Tips

Weld Patterns Welding Projects Welding Table Welding Art

Weld Symbol Chart Welding And Fabrication Welding Table Welding Projects

Pin By Pablo Deiros On Soudure Tig Welding And Fabrication Welding Metal Art Welded

Example Of Good And Bad Mig Welds Welding Projects Welding Table Welding Art

